In laser cutting, piercing is the starting point of every operation—but also the most prone to quality issues. Problems like blowouts, back-spatter, and nozzle damage not only affect cut precision but can lead to material waste and equipment wear. This is especially true when processing high-carbon steel, galvanized sheets, or thick plates, where piercing stability directly impacts production efficiency and yield. In this guide, we share 8 proven solutions—covering oxygen pressure adjustment, focus positioning, parameter tuning, gas timing, piercing level selection, spot size control, lens maintenance, and advanced gas technologies—with clear visual illustrations to help you quickly diagnose issues, optimize settings, and achieve stable, efficient laser piercing.
1. Precise Oxygen Pressure Adjustment: Control Energy at the Source
Root Cause: Excessive oxygen pressure can cause rapid combustion and blowouts; too little slows piercing and reduces efficiency.
Tuning Steps:
- Start from the default value, reduce in 0.05 MPa increments
- Test 3–5 piercing points after each adjustment, observe hole wall smoothness
- Recommended range:
- Carbon steel: 0.6–0.8 MPa
- Stainless steel: 0.4–0.6 MPa (slightly lower)
2. Optimize Focus Position: Achieve Perfect Energy Density
Core Principle: A focus too deep disperses energy, making piercing difficult; too shallow concentrates energy excessively, causing blowouts.
Practical Tips:
- Use test cuts on scrap material at different focus positions (-2mm to +2mm)
- Observe the resulting hole shape: ideal holes have smooth edges and no collapse
- For materials ≥10mm thick, set focus 0.5–1mm below the surface

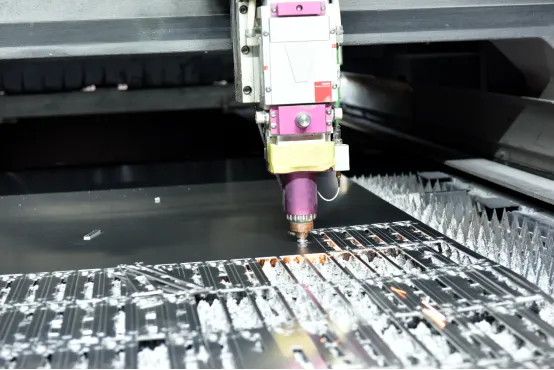
(Image: Relative distance between cutting head and material during focus adjustment, showing differences in spark pattern)
3. Golden Parameter Combination: Duty Cycle + Frequency Tuning
Key Parameters:
- Duty Cycle: Controls laser pulse duration (recommended: 50%–70%)
- Frequency: Number of pulses per second (carbon steel: 300–500 Hz)
Tuning Rule of Thumb:
- Thick Plates: Low frequency, high duty cycle
(e.g., 20mm carbon steel: 300 Hz + 60%) - Thin Plates: High frequency, low duty cycle
(e.g., 3mm stainless steel: 500 Hz + 40%)
4. Extend Post-Pierce Blowing: Give the Material Time to Cool
Hidden Tip: After piercing, continue blowing gas for 0.2–0.5 seconds before starting the cut to significantly reduce molten slag splash.
Best For: High-carbon steel, galvanized sheets, and other oxidation-prone materials.
5. Match Piercing Level: Let the Machine “Intelligently” Adapt
Piercing Level Standards:
| Level | Thickness | Characteristics |
|---|---|---|
| Level 1 | ≤3mm | High-speed, concentrated energy |
| Level 2 | 3–10mm | Gradual energy ramp-up |
| Level 3 | >10mm | Pulse preheating mode |
Operation Tip: Select the correct material grade (e.g., Q235, 304) in the machine database—the system will automatically load the base piercing level.
6. Optimize Spot Diameter: Balance Power Density & Piercing Area
Technical Principle: Increasing spot diameter (0.2–0.4mm) reduces power density and blowout risk, but requires power compensation.
Implementation Methods:
- Change focusing lens focal length (e.g., 125mm → 150mm)
- Adjust beam expander magnification (requires professional calibration)
(Image: Comparison of piercing results with different spot sizes — Left: 0.2mm, Right: 0.4mm)
7. Lens Maintenance: A Small Factor with Big Impact
Pollution Risks: Dust or residue on lenses causes energy loss and beam distortion—leading to hidden blowout risks.
Maintenance Schedule:
- Daily: Blow off dust with clean air gun
- Weekly: Wipe with isopropyl alcohol (IPA) and lint-free cloth
- Monthly: Inspect lens coating integrity

(Image: Technician wearing anti-static gloves, cleaning focusing lens with specialized swab)
8. Advanced Solutions: Gas & Technology Innovation
Specialty Gases:
- Nitrogen: Oxidation-free cutting, ideal for stainless steel (higher cost)
- Compressed Air: Cost-effective, but requires enhanced dust removal
Lightning Piercing Technology: Uses high-frequency pulses to rapidly create a piercing channel, reducing blowout rate by up to 60% (requires compatible equipment)
Laser piercing may seem simple, but it involves a complex interplay of optics, thermodynamics, and gas dynamics. By properly adjusting parameters like gas pressure, focus, frequency, and duty cycle—and combining them with regular lens maintenance and smart piercing modes—over 90% of piercing issues can be resolved effectively. We recommend saving this guide as a workshop reference manual and conducting regular training so every operator can master these essential techniques. If you’re using high-end systems with features like “lightning piercing” or auto-piercing optimization, make full use of their intelligent capabilities to further enhance processing efficiency and stability. Precision piercing isn’t just a step—it’s the true starting point of high-efficiency manufacturing!