1.Cutting instability
- Check whether the focus of the process of air pressure is too large, cutting process whether the nozzle is hot
- whether the nozzle is damaged, whether the ceramic ring is damaged or loose
- Whether there is a burst hole phenomenon when piercing
- whether the customer plate has rust
2. cutting sample pieces of a surface hanging slag
- focus back to zero to check the roundness of the nozzle
- set the appropriate power and duty cycle point shooting to see the point of light in the center or not
- the center of the center light point to the center
- check the cutting head verticality
3.cutting and cutting
- check whether the process is normal
- check whether the nozzle is blocked, ceramic ring is normal
- check the center of the light, check the next protective lens
4.cutting thick plate burst hole
- whether the perforation frequency is too large, you can properly reduce the perforation frequency and control the duty cycle of power.
- according to the height of the perforation, properly reduce the perforation air pressure.
- increase the perforation stop light blowing time
- Check the protective lens
5.the thick plate closing knife has a tumor
- 8000 system can enable intelligent knife closing.
- Enable slow start knife and knife function
- Enable to turn off the light delay in the process
- Enable overcutting
6.high power section of carbon steel bright cutting effect is not good
- Check whether the nozzle is damaged, nicked, collision
- check whether the lens is intact without stains
- the use of transparent tape on the nozzle, set the appropriate power and duty cycle point shooting to see the light, to see if the point in the center
- according to the cutting head of the X / Y direction of adjustment, the point of light to the center
- Confirm whether the plate is flat
- according to the cutting parameters to choose the appropriate cutting nozzle, the use of the focal point does not exceed the size of the nozzle (i.e., the nozzle is 1.5 single spray, the focal point shall not be greater than +15)
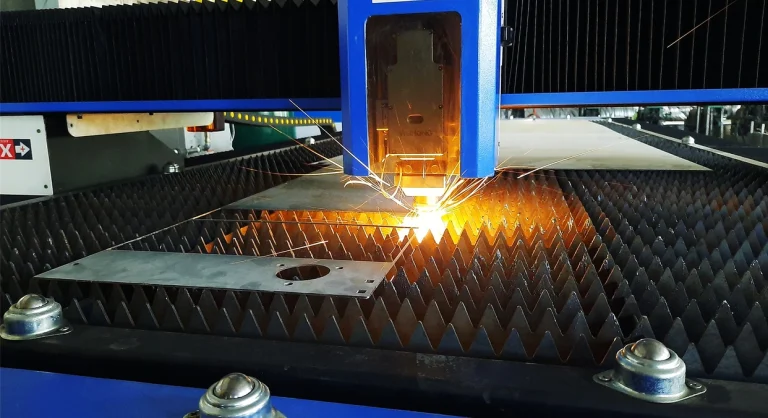
- observe the cutting sparks, close to the back of the plate on the upper end of the sparks perpendicular to the nozzle, the lower end of the sparks were swinging back and sparks for the fork to the two sides of the diffusion
- the use of appropriate air pressure, air pressure is too large texture roughness, air pressure is too small cutting impermeable
7.carbon steel plate corner overcooking
- The corner cutting speed is slow to appear overcooking, resulting in energy concentration
- Adjust the power curve to solve.
- Adding ring-shaped overcut to solve the overburning
- Corner plus cooling point, the length of time is not less than 1000ms
8.cutting workpiece misalignment
- into the diagnostic tool, open the track information collection. In turn, check the box to open the processing process information acquisition, acquisition of command information, acquisition of feedback information, laser status detection.
- after the appearance of misalignment record the computer time, find the corresponding time of the nc file, click to locate the folder. Copy the corresponding date folder to the desktop.
- import the nc file saved during processing, commad for the system instruction, encoder for the servo encoder feedback value, the two pictures were compared with the original cad picture, if the three are consistent, then troubleshooting machinery, check whether the motor reducer has a gap. If the original picture and the system instructions to maintain consistency, servo encoder feedback is abnormal, then troubleshooting servo, if the system instructions and the original picture has deviation, you can try to re-install the software!
9.air cutting frequent bad nozzle
- the height adjuster sensitivity is too low, the induction is not sensitive, the appropriate sensitivity adjustment
- layout reasons, common edge graphics did not add a micro-link or overcutting, cutting the warping board hit the nozzle
- touch the board alarm delay is too high, air cutting is generally set at 200ms or less.
- vibration suppression level is too high, the cutting head is not sensitive.
- Nozzle height is too low
10.thin plate cutting burr
- to ensure that the optical center, nozzle, lens, concentricity, laser power, etc. is ok
- Find the actual zero focus position, the background corresponds to the zero focus
- Match the appropriate speed and nozzle height according to the process table.
- Ensure that the air pressure and gas pipeline are OK.
- Special plates will have the corresponding float. Can pull down the focus to reduce the speed, through the power curve to ensure that the cutting effect.