Single-mode or multi-mode fiber laser for micro welding? Compare beam quality, spot size, penetration, and gap tolerance. Learn why multi-mode lasers dominate industrial welding applications and when single-mode can still be used.
There are two types of fiber lasers: single mode and multimode. What is the difference between fiber laser micro-welding applications? Which one should you choose?
Single mode fiber lasers are typically delivered through an optical fiber with a core diameter of approximately 9 microns, producing a narrow, high-intensity beam that can be focused to spot sizes as small as 10 microns. This high-intensity, small spot size is ideal for laser cutting applications, but is generally not suitable for welding, as the weld width is too narrow to accommodate most production assembly tolerances.
In contrast, multimode fiber lasers use fibers with core diameters between 50 – 300 microns, which produces a lower-intensity, more uniform “flat-topped” beam that promotes a wider melting zone and is more compatible with laser micro-welding requirements.
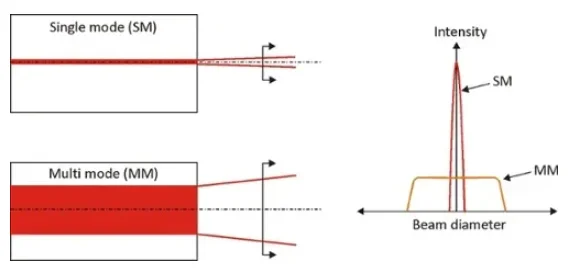
This diagram shows a schematic of the laser leaving the fiber and a cross-section of the power intensity through the beam diameter for both modes:

There’s also the alignment of the laser to the welded joint to consider – stack position tolerances and gaps between weld edges mean that aligning the beam to the joint line typically requires a spot size of at least 200 microns. To get that large a spot size with a single mode fiber laser, you need a focal length of 2-3 feet! This is not practical in any welding system …… In addition, the high center intensity of a single mode tapers off quickly toward the edges, concentrating all of its energy in a small volume of material. If there is any gap in the joint, the weld will be undercut or unfilled, and if the intensity is too high, the laser will remove material.
The multi-mode fiber laser beam distributes the intensity more evenly throughout the weld, resulting in more stable welding conditions. It is less sensitive to gaps between weld surfaces, and its larger flat-topped intensity profile melts more of the base material volume, effectively bridging gaps as needed.
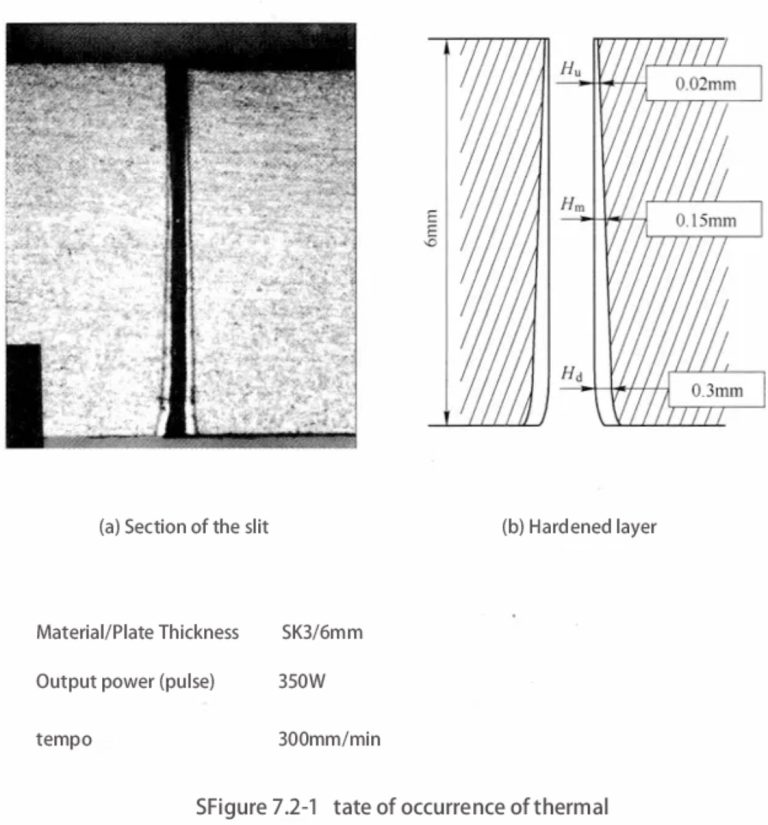
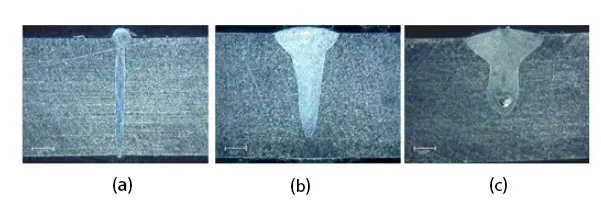
The figure below shows the cross section of a weld in 0.06 inch thick stainless steel using (a) single mode fiber laser 500W, 300 ipm with a spot size of 30 microns (b) multimode fiber laser 700W , 100 ipm with a spot size of 150 microns (c) multimode fiber laser with 1kW power, 80 ipm with a spot size of 250 microns :
In some cases, single-mode fiber lasers can be effectively implemented in laser micro-welding applications; for example, high-speed lap welds or very tight joints that can be welded with much lower laser power but still achieve a certain depth of fusion with a multi-mode laser.
In conclusion, while single-mode fiber lasers offer high beam quality and small spot sizes, their narrow welds and sensitivity to gaps make them less suitable for most production welding. Multi-mode lasers, with larger spot sizes and uniform “top-hat” intensity profiles, provide superior gap bridging and process stability—making them the preferred choice for industrial micro welding applications.
FAQ: Single-Mode vs Multi-Mode Laser Welding
Q: Can single-mode lasers be used for welding?
A: Yes, but only for high-speed lap joints or very tight tolerances. Multi-mode is preferred for most industrial applications.