Laser welding, as a high-precision and highly efficient modern manufacturing technology, has played an increasingly important role in industrial production. With technological advancements and growing industrial demands, laser welding is not only widely used in traditional metal processing, but also occupies an irreplaceable position in high-end industries such as electronics, aerospace, and automotive manufacturing. By precisely controlling key parameters such as energy density, pulse waveform, pulse width, and defocus, laser welding achieves efficient joining and precision machining of materials. This article will provide an in-depth discussion on the core process parameters, types of welding techniques, metallurgical processes, and influencing factors of laser welding, and will analyze its application advantages in different metallic materials, aiming to provide readers with a systematic and comprehensive guide to laser welding knowledge.
I. Laser welding process parameters
1.1 Power Density
Power density is a critical parameter in laser processing. Higher power densities can rapidly heat a surface layer to its boiling point in a few microseconds, leading to significant evaporation. Therefore, high power densities favor material removal processes such as cutting, engraving and drilling.
On the other hand, lower power densities require several milliseconds to reach the boiling point of the surface temperature. This permits the bottom layer to reach the melting point before the surface layer evaporates, making it easier to form a strong fusion weld. Therefore, the power density for conduction laser welding is usually in the range of 10^4 to 10^6 W/cm².
1.2 Laser Pulse Waveform
The waveform of the laser pulse is a critical factor in laser welding, especially for thin plate welding.
When a high-intensity laser beam strikes a material surface, 60 to 98% of the laser energy is reflected and lost from the metal surface. This reflectivity depends on the surface temperature and changes accordingly.
The reflectivity of the metal fluctuates greatly during the laser pulse.
1.3 Laser Pulse Width
The pulse width is an important parameter in pulsed laser welding. It not only distinguishes between material removal and melting, but is also a key factor in determining the cost and size of the processing equipment.
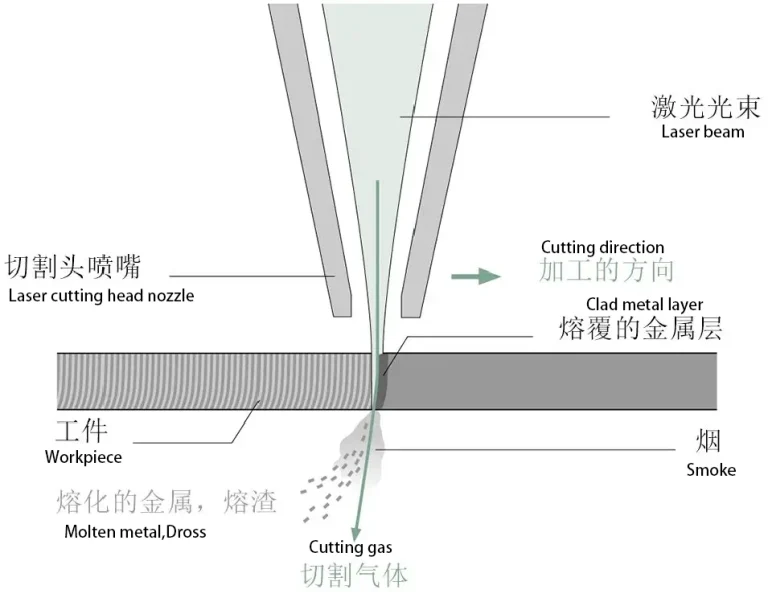
1.4 Influence of the amount of dispersion on weld quality
Laser welding usually requires a certain degree of dispersion because of the high power density in the center of the laser focal spot, which tends to cause evaporation and holes. On the other hand, the power density distribution is relatively uniform in planes away from the laser focus.
Two dispersion modes are available: positive and negative. Positive dispersion occurs when the focal plane is above the workpiece and negative dispersion occurs when it is below the workpiece.
According to the theory of geometrical optics, when the positive and negative spacing are equal, the power densities in the corresponding planes are approximately equal. In practice, however, the shape of the melt pool is different.
Negative scattering leads to a larger melt depth, which is related to the formation process of the melt pool. The experimental results show that the material starts to melt within 50 to 200 us after being heated by the laser, forming a liquid-phase metal and vaporizing and commercial-pressure vapors, and emitting a blinding white light at a very high rate.
At the same time, the high concentration of vapor causes the liquid metal to move toward the edge of the melt pool, forming a depression in the center of the melt pool.
When using negative diffusion, the internal power density of the material is higher than the surface power density, making it easier to produce stronger melting and vaporization. This allows the light energy to be transferred to deeper parts of the material, resulting in greater penetration. Therefore, negative defocus should be used for larger melt depths, while positive defocus should be used when welding thin materials in practical applications.
2 . Laser welding technology
(1) Plate to Plate Welding
Includes butt welds, end welds, center penetration fusion welds and center piercing fusion welds.
(2) Wire-to-wire welding
includes wire-to-wire butt welding, cross welding, parallel lap welding and T-welding.
(3) Welding of wire and block elements
Laser welding can be used to successfully connect the wire and block elements, and the size of the block elements can be arbitrary. Welding should pay attention to the geometry of the wire element.
(4) Welding of different metals
Welding of various types of metals requires the determination of their weldability and the range of weldable parameters.
It should be noted that laser welding can only be performed between certain material combinations.
Although laser brazing may not be suitable for joining certain components, the laser can be used as a heat source for soft brazing and soldering, which also has the advantage of laser soldering.
There are a variety of soldering methods available, and laser soldering is primarily used for printed circuit board (PCB) soldering, particularly in wafer assembly technology.
3 . Advantages of Laser Welding
(1)Localized heating reduces the risk of thermal damage to components and creates a small heat affected zone that allows welding near hot components.
(2)Non-contact heating melts the bandwidth without the need for auxiliary tools. This permits handling of double-sided printed circuit boards after mounting double-sided assemblies.
(3)The stability of repeated operations, combined with minimal contamination of the soldering tool by the flux, makes laser brazing a favorable option. In addition, laser irradiation time and output power are easy to control, and laser brazing yields high yields.
(4)The laser beam can be easily separated using optical components such as half-lenses, mirrors, prisms and scanning mirrors. This permits simultaneous symmetrical welding of multiple points.
(5)Laser brazing mainly uses a laser with a wavelength of 1.06um as a heat source, which can be transmitted via optical fiber. This makes it possible to process parts that would be difficult to weld by conventional methods, providing greater flexibility.
(6)The laser beam is well focused and can be easily automated with multi-station equipment.
4 . Laser deep melting welding
4.1 Metallurgical process and process theory
The metallurgical process of laser deep melting welding is similar to E-beam welding in that it relies on a “hole” structure for energy conversion.
When the power density is high enough, the material evaporates, creating a small hole. This hole is filled with vapor and acts like a blackbody, absorbing almost all of the incident light energy. The equilibrium temperature inside the hole cavity is about 25,000 degrees.
Heat is transmitted from the outer walls of the hot cavity, melting the surrounding metal. The hole is constantly filled with high-temperature vapors produced by the evaporation of the wall material under the beam of light.
The four walls of the hole are surrounded by molten metal, which in turn is surrounded by solid material. The liquid metal outside the hole flows and is in dynamic equilibrium with the continuous vapor pressure inside the hole cavity.
The hole remains stable as the beam moves. This means that the hole and the molten metal surrounding the hole move forward at the speed of the leading beam. The molten metal fills the gap left by the moving hole and condenses, forming the weld.
4.2 Influencing Factors
Factors affecting laser deep fusion welding are laser power, laser beam diameter, material absorption, welding speed, shielding gas, lens focal length, focal point position, laser beam position, and control of starting and stopping increase and decrease of laser power. Welding.
4.3 Characteristics of Laser Deep Melt Welding
(1) High aspect ratio
The weld becomes deeper and narrower as the molten metal forms around the cylindrical high-temperature vapor chamber and extends into the workpiece.
(2) Minimal heat input
Due to the high temperature of the source cavity, the melting process is fast, the heat input to the workpiece is small, and the heat distortion and heat affected zone are very small.
(3) High density
Because the small holes filled with high-temperature vapor are conducive to the stirring of the molten pool and the escape of gas, thus forming a gas-free penetration welding.
Fast cooling after welding, easy to refine the weld organization.
(4)Strengthened weld.
(5) Precise control.
(6) Non-contact, atmospheric welding process.
4.4 Advantages of Laser Deep Melt Welding
(1)The focused laser beam has a higher power density than conventional methods, resulting in faster welding speeds. In addition, it can weld refractory materials such as titanium and quartz with smaller heat affected zones and less distortion.
(2)The laser beam is easy to deliver and control, eliminating the need for frequent torch and nozzle changes, which reduces downtime and increases load factors and productivity.
(3)Purification and high cooling rates help improve weld strength and overall performance.
(4)The low heat input and high processing accuracy of laser welding reduces reprocessing costs, making it a cost-effective solution.
(5)Laser welding can be easily automated with effective control of beam intensity and precise positioning.
4.5 Laser Deep Melt Welding Equipment
In general, carbon steel is well laser welded and the quality of the weld depends mainly on the impurity content.
As with other welding processes, sulfur and phosphorus are factors that affect weld crack susceptibility.
To achieve satisfactory welding quality, preheating is required when the carbon content exceeds 0.25%.
When welding steels with different carbon contents, it is recommended to tilt the torch slightly to the side of the low carbon material to ensure the quality of the joint.
Low carbon boiling steels are not suitable for laser welding due to high sulfur and phosphorus content.
Low carbon sedum steels weld extremely well due to the low impurity content.
Medium and high carbon steels and common alloy steels can also be laser welded effectively. However, preheating and post-weld treatment are necessary to eliminate stress and prevent crack formation.
5 . Laser welding of steel
5.1 Laser Welding of Carbon and Common Alloy Steels
In general, carbon steels have good laser welding properties and the quality of the weld is affected by the impurity content.
Similar to other welding techniques, sulfur and phosphorus are key contributors to weld cracking.
When the carbon content exceeds 0.25%, preheating is necessary to achieve the desired weld quality.
When welding steels with different carbon contents, tilting the torch toward the side with the lower carbon content ensures the quality of the joint.
Laser welding is not recommended for low carbon boiling steels due to the high sulfur and phosphorus content.
Low-carbon sedum steels exhibit excellent welding results due to their low impurity content.
Medium to high carbon steels as well as common alloy steels can be laser welded effectively, but preheating and post-weld treatment are required to relieve stress and prevent crack formation.
5.2 Laser welding of stainless steel
In general, laser welding of stainless steels is more likely to result in high quality joints than conventional welding. This is because the small heat affected zone at high welding speeds makes sensitization less of a problem.
Compared to carbon steel, stainless steel has a lower thermal conductivity, making it easier to achieve deep fusion welds and narrow weld seams.
5.3 Laser welding between dissimilar metals
The fast cooling speed and small heat affected zone of laser welding create favorable conditions for the compatibility of materials with different tissues after the melting of many dissimilar metals.
It has been proved that the following metals can be successfully welded: stainless steel and mild steel, 416 stainless steel and 310 stainless steel, 347 stainless steel and Hastelloy nickel alloys, nickel welding rods and cold forged steel, bimetallic strip with different nickel content content.
In conclusion, laser welding has become an indispensable and important process in modern manufacturing due to its advantages such as localized heating, non-contact operation, high automation, and excellent weld quality. Whether it is carbon steel, stainless steel, or connections between dissimilar metals, laser welding demonstrates outstanding adaptability and stability. At the same time, with continuous advancements in laser equipment technology, its range of applications continues to expand. In the future, as new materials and novel structures continue to emerge, laser welding technology will keep evolving toward higher precision, greater efficiency, and lower costs, providing strong support for advancing technological innovation in advanced manufacturing. Mastering and optimizing laser welding process parameters is not only key to improving product quality, but also an essential path to achieving intelligent manufacturing and industrial upgrading.